
Continuous improvements are always on the mind of the engineers at United Equipment Accessories (UEA). Continuous improvements are an ongoing effort to improve our products, processes and services by reducing waste while maintaining or increasing quality.
One area that we identified as an opportunity for improvement is in the amount of time it takes to produce certain styles of housings used in our hydraulic swivels.

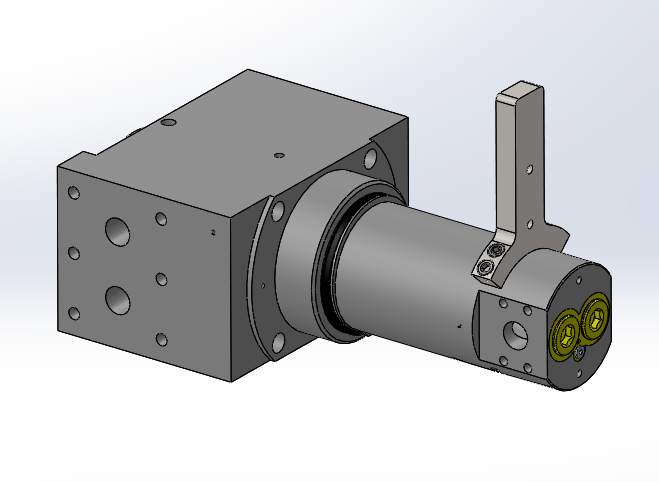
For rectangular housings, our standard practice is to purchase a solid block of material and run it through various programmed set-ups to create an exterior profile and then bore and set internal grooves and various holes needed for ports and mounting. As you can imagine, it takes time to produce a finished housing. In a brainstorming session, one idea to reduce the amount of time it takes to manufacture a housing was to remove some of the material from a solid block of iron, so our CNC machines would not have to chip away at as much material. As the discussion continued, it was decided to design a casting that would reduce the amount of material to be removed from the housing before it was loaded into our first operation mill.

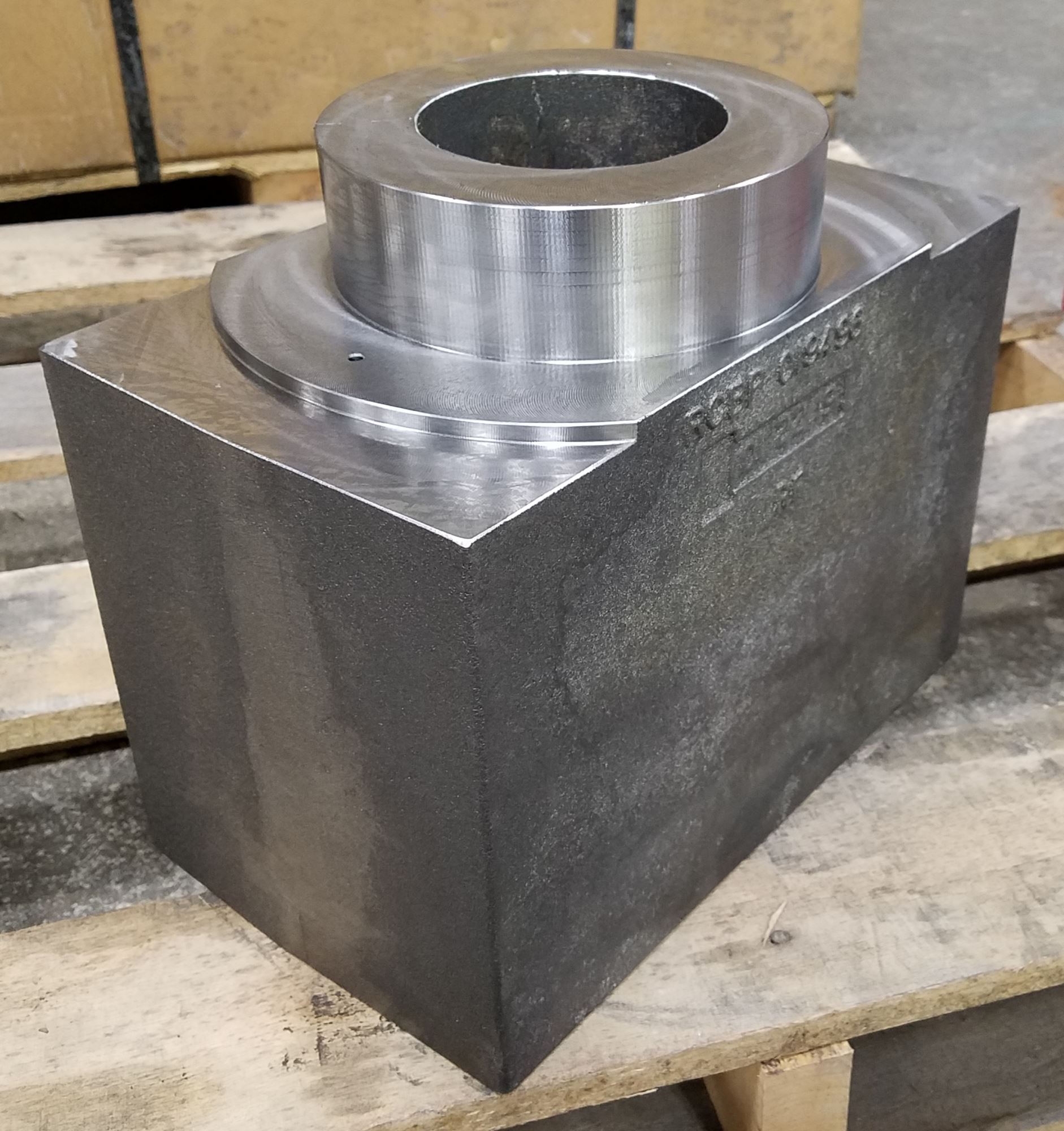
The casting has a basic profile shape of the final product so that minimal finish material must be removed from its’ exterior surfaces and bore. Important to note, the casting still maintains the same material specifications as the solid block with the same strengths and excellent machining properties.
Recently, our first set of castings arrived and have gone through the first operation of material removal. It has proven to be able to transfer from stock to production well and has the same machinability as a solid block of iron with the benefit of time reduction during the milling process.
Our next step is to load the housing in our second operation CNC machine and see how it handles and acts during the external finish, precision boring, grooving and drilling stages.
Once the housing finishes all manufacturing steps and progresses through the assembly and testing phases, the data that is collected will be used to analyze and determine whether the casting design is effective. If so, we will consider this project a success and implement it on a wider scale. We will continue to assess results along the way for any future product and/or process improvements.
Our goal with this new casting design is to reduce the cycle time it takes to complete a rotary union thus reducing cost. The end benefit would then be to meet scheduled delivery dates as well as passing any cost savings on to the customer.
Solid block vs. casting may still be in progress, but it is one of many new ideas that are presently being developed. Continual improvements take high priority at UEA.

